




With more than 40 years’ experience in producing engineered grinding solutions for high volume production environments, Curtis Machine Tools continues to enjoy global success with its range of VECTOR production grinding machines and is celebrating the sale of its 100th VECTORTM grinding machine to Cummins in the USA for the production of diesel injection components.
A market survey in 2005 showed that over 90 percent of all grinding applications had a grinding length of less than 75mm, with the key market being high precision fuel injection components and turbochargers. CMT reacted to this survey and developed the Curtis VECTOR range with a grinding length of 100mm and integrated 3-axisloading system designed for high volume cylindrical grinding, typically 250,000 to 1,000,000+ parts per year.
The first VECTOR grinders were sold in 2006 to a customer in India grinding diesel injection components. From this point, the VECTOR has seen continuous development, enabling CMT to offer a multitude of options in workpiece presentation and holding. This, combined with process refinements in respect to grid types, grinding fluids and machine parameters, has given the VECTOR a truly market leading set of performance characteristics.
The key to optimising cycle times on high volume grinding machines is to reduce the ‘dead time’ to a minimum. The VECTOR Twin is the advanced machine in the range, having two work spindles mounted in an indexing drum, allowing loading and grinding operations to be carried out concurrently, giving cycle time reductions of up to 50 percent.
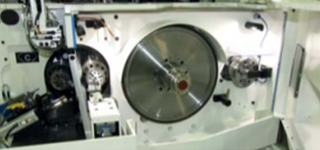
This photograph shows the working area of the VECTOR Twin with its main feature: When the door is closed, the grinding area is sealed and all coolant and debris is contained. The coolant is piped through the bottom of the guard and mist is removed by an integrated extractor for conventional grinding. For high-speed grinding a separate unit having a higher capacity is used.
The grinding wheel is mounted on cross slides, allowing grinding to take place by moving the wheel to the left and dressing by moving to the right. The dressing unit behind the grinding wheel is either fixed, rotary disc or diamond roll.
The left-hand wall of the fixed guard is a divider plate between the two work spindles. These are mounted in a drum that can be rotated through 180 degrees to index the spindles between the grinding and loading positions.
The splash guard, above the grinding wheel, rotates round the wheel so that when the wheel is retraction for loading, the splash guard covers the front of the wheel, stopping any coolant being released by the wheel being thrown past the divider plate as the workhead indexes. Grinding takes place on the spindle within the dirty area, while loading takes place in the clean area.

Grinding and loading therefore take place at the same time. The index time for the workhead drum is 1.2 seconds, giving a part to spark time of less than 2 seconds. In addition, secondary operations can be carried out on the component in the loading position, such as brush deburr, post process diameter gauging, pre-process length positioning, washing, laser marking etc.
As the coolant and grinding debris are totally contained within the fixed grinding guard, the pick/place locations can be close to the work spindle. Loading systems can be integrated into the without any risk that the loader slides will become contaminated. This makes for short robot movements and allows the machine to have a very small footprint of only 1,200 mm wide, including the loading system pallet storage for the components.
The fixed guard also makes all machines in the VECTOR range suitable for high speed super abrasive grinding wheels, as the wheel and high-pressure coolant are fully enclosed.






Leave A Comment